AZ ELEKTRONSUGARAS PÁROLOGTATÁS TÖRTÉNETE
HAZÁNKBAN
(Vágó György)
Az
elektronsugaras hegesztő üzembe helyezése után Szebeni Péter megkért, hogy
kíséreljek meg — szupravezető célra — nióbot
párologtatni, mert az a hagyományos módon nem kivitelezhető.
A
párologtatandó anyagot tantál lemezre téve és az elektronsugaras hegesztőbe helyezve,
az sikerült megolvasztani, de a párolgás hőmérsékletét elérni nem. Ez a téma
akkor feledésbe merült.
A párologtatás
gondolatát a rúd katód kifejlesztése során szerzett (l.:elektronsugaras
hegesztés) tapasztalatok keltették fel.
Ha
elektronbombázással lehet kellő mennyiségű hőt betáplálni például egy huzalba,
akkor a párologtatás így megoldható. (Gondoltuk mi: Szűcs Tibor és én.)
Megalkottuk
tehát az úgynevezett „függőcseppes” párologtatót.
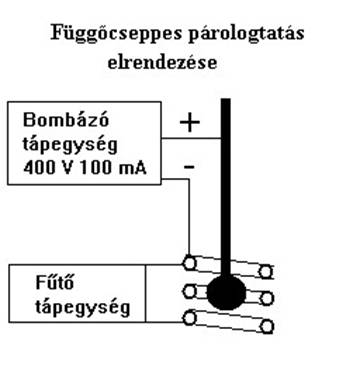
A rendszer
addig, míg a függőcsepp kialakítására került sor, hibátlanul működött, de amint
a cseppet túlhevíteni akartuk — a reális párolgás elérésére — a csepp
„meghízott”, és „kibújt” a spirál teréből. Ezt kompenzálandó, kidolgoztunk egy
adagoló rendszert, de a csepp túlhevítése nem járható útnak tűnt. (Pech volt,
hogy minta anyagként alumíniumot használtunk.)
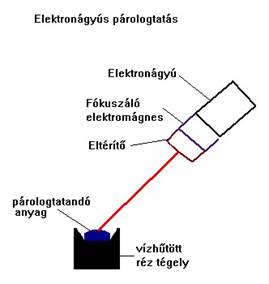
Kézenfekvő
volt, hogy az elektronsugaras hegesztésnél szerzett tapasztalatok alapján
kidolgozzunk egy párologtató ágyút, mely teljesítményre azonos a hegesztőével,
de alacsonyabb gyorsító feszültséget használunk. Számos — itt nem részletezendő
— probléma megoldása után piacképes termékként két alaptípust fejlesztettünk
ki, az egyik a vákuumrendszeren belül helyezhető el, a másikat kívülről lehet
felszerelni.
(Az ágyú
eltérítő rendszert is tartalmazott, mert — ellenkező esetben — a párologtatandó
anyag ionizált gőzei az ágyúban átütéseket eredményezett, ami viszont a
tranzisztoros [spirál]fűtő tápegységet tette tönkre.)
Ez az elrendezés
már a párologtatás szempontjából megfelelőt, mert a legmagasabb olvadáspontú
anyag (a volfrám) is reális sebességgel párologtatgató volt.

Belső
terű Külső terű
párologtató ágyú
Alkalmazásra
került mind a vékonyréteg, mind a félvezető technikában. Ennek során kiderült,
hogy egyik célra sem alkalmas, mert a párologtatandó anyagról a visszaszórt
elektronok mind a vékonyréteget, mind a félvezetőket súlyosan károsították.
Összefoglalva:
mind a függőcseppes, mind az elektronágyús megoldás párologtatási célokra nem
volt használható.
Gyökeresen más megoldást
kellett keresnünk. Meg kellett akadályozni, hogy a párologtatandó anyagról
visszaverődő elektronok ne érjék el a hordozót, vagy ha elérik, csak
kismértékben károsítsák azokat. Ehhez elsősorban csökkenteni kell az elektron gyorsító feszültséget (ez az ágyúnál 18 kV volt),
másodsorban a reflektált elektronokat célszerű eltéríteni.
A fenti
feladatokat a VARIAN 2 kW-os párologtató forrása teljesítette, de ez akkor
(1971-ben) csak katalógusban volt hozzáférhető az embargó miatt.
Célul tűztük
ki, hogy hasonló eszközt fejlesszünk ki. Az elektronoptikai rendszert
változatlanul vettük át, az elektronnyaláb eltérítését és fókuszálását
biztosító állandó mágnest elektromágnesre cseréltük és a teljesítményt 6 kW-ra
növeltük. Az elektron gyorsító feszültség 6 kV volt.
Felépítése az ábrán látható:
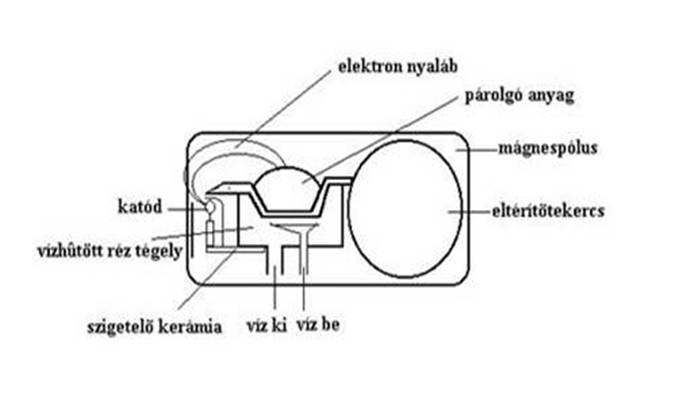
A párologtató forrás elvi elrendezése
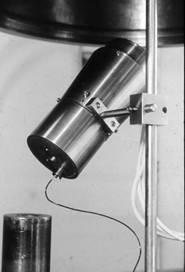
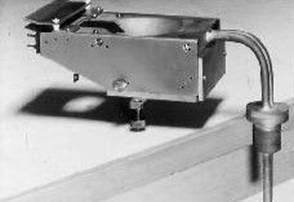
A forrás
elnevezése GF-180. Gyakorlati kivitele (vákuumrendszerbe építve) az alábbi
ábrán látható:

A GF-180-as forrás
A mágnes tér nemcsak
a sugárnyaláb eltérítését és fokuszálást biztosítja, hanem a reflektált
elektronok eltérítését is, így a hordozó nem, vagy csak kismértékben károsodik.
Félvezető esetében ez a károsodás ki hőkezelhető.
Számos érdekes
fizikai folyamat játszódik le a párologtatandó anyag és a sugárnyaláb
találkozásánál (ütközési folt). Ez részletesen tanulmányoztuk, itt csak a
látványt mutatjuk be:
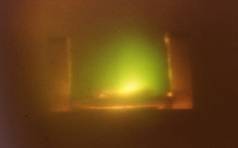
Párologtatandó anyag: réz
A fent vázolt
eszközökhöz természetesen tápegységeket is fejlesztettünk ki, de ezek
ismertetésétől eltekintünk.
A GF-180-as
párologtató forrás sikeres volt és jelentős számban került exportra.
Egyik
felhasználónk elégedetlen volt a maximális párologtatási sebességgel, ezért
olyan megoldást kért, melyben a forrás jelentős módosítása nélkül a
sokszorosára lehet növelni.
Ez kizárólag a
vízhűtés hatásának csökkentésével lehet megvalósítani. Célszerűnek látszott
valamilyen „szigetelést” alkalmazni a tégely és a párologtatandó anyag közé.
Erre fémet nem túl célszerű alkalmazni, mert a túlhevített alumínium rendkívül
agresszív.
Azzal a (téves)
megfontolással, hogy alumíniumoxidból csak alumínium és oxigén távozhat el,
ezért alumíniumoxid tégelybetétet alkalmaztunk.

Tégelybetét
A tégelybetét
közepén furat biztosítja az olvadék és tégely villamos kapcsolatát.
A célul tűzött
feladatot a tégelybetét teljesítette, mert a párologtatási sebességet a
tízszeresére növelte. Hiba akkor történt, mikor a megrendelő — az átvétel során
— csak ezt a tulajdonságot vizsgálta, a rétegtulajdonságokat nem.
Beépítették
gyártóberendezésekbe, de a kialakult réteg hibája miatt a rendszerek a
gyártásra alkalmatlanok voltak.
Az alapvető
hiba az volt, hogy feltételeztük, hogy csak a két összetevő párologhat el a
betétből a párologtatandó anyag mellett. Valójában az alumínium oldja a saját
oxidját és a szuboxidok is elpárolognak és beépülnek
az épülő rétegbe és annak fajlagos ellenállását a tízszeresére növeli.
Ez a megoldás
használhatatlan volt.
(Pető Gábor a
KFKI-ban erre a célra — eredményesen — molibdén tégelybetétet használt.)
A párologtatási
sebesség jelentős növelését a GF-1040-es 10 kW-os forrással valósítottuk meg:
A GF-1040-es forrás
Az
elektronsugaras forrásokból — tápegységgel egyetemben — több mint száz darabot
exportált a HIKI, illetve a MEV.