AZ ELEKTRONSUGARAS HEGESZTÉS TÖRTÉNETE
HAZÁNKBAN
(Vágó György)
A KFKI-ban telepített
kutató-reaktor fűtőanyag ellátását a Szovjetunió garantálta, de az urán
tokozást — kezdetben — nem vállalta. E problémát kívánta megoldani Fóti Ernő azzal
az ötletével, hogy erre a célra az elektronsugaras hegesztést kellene
alkalmazni.
(Bár a cél megvalósult,
fűtőanyag tokozásra sohasem került sor, mert végül is azt tokozva
szállították.)
Az ötletet felkarolták, és Fóti
Ernő vezetésével a KFKI-ban létrehoztak egy csoportot a berendezés és
technológia fejlesztésére. Ehhez a csoporthoz csatlakozott a HIKI-ből delegált egy (később két) kutató, egy technikus és
egy laboráns. A HIKI dolgozói ekkor a IV-es (elektroncső) laborhoz tartoztak szervezetileg.
1964-ben kerültem a csoportba,
mikor már egy 2 kW teljesítményű hegesztő készen állt és egy 6 kW-os építése
befejezés előtt.
Bár működött a 2 kW-os, de a
névleges teljesítményét csak rövid ideig tudta szolgáltatni, mert az
alkalmazott volfrám katód (4*4 mm-es lapos [Trufókusz
lámpa] spirál) csak percekig élt. Ennek egyik oka a magas emissziós
hőmérsékleten (2900 K) fellépő intenzív párolgás, a másik okát csak később
derítettük ki.
Fóti kiderítette az irodalomból,
hogy a megoldás a tömör volfrám katód melyet E. Bas
publikált és a felépítése az alábbi volt:
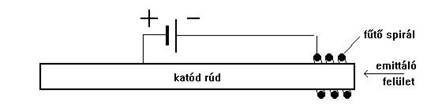
Az elképzelés jó volt, csak a
cikkben a fűtőspirál és a katód rúd közötti távolság
Ez jelentette itt a fő
problémát, mert
Annak a felismerése, hogy a
hőhatás pótolható a dióda (spirál a katód, a katódrúd az anód) teljesítményének
növelésével, lehetővé tette, hogy a spirál – katódrúd távolság reális méretűre
növelhető, megszüntetve a zárlat veszélyt.
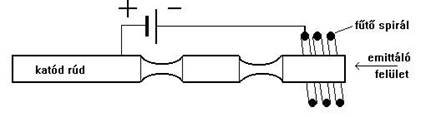
A rúd elvékonyítására azért volt
szükség, mert a berendezés már készen volt és a rúd méretére csak
Ezzel a katód probléma
megoldódott, de mikor ez alkalmaztuk a 6 kW-os hegesztőbe, egyéb gondok
adódtak. A régi katódra tervezett elektronoptika hatásfoka alig 50%-os volt.
A maximális teljesítmény
alkalmazásakor a 3 mm-es anódfurat 20 mm-re nőtt.
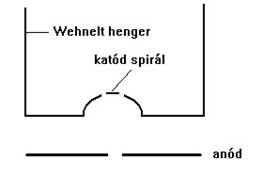
Az ábrán látható a régi
elrendezés, melyet módosítottunk az alábbiak szerint:
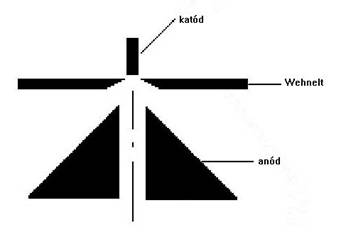
Ennek a trióda elrendezésnek a
hatásfoka már elérte a 98%-ot.
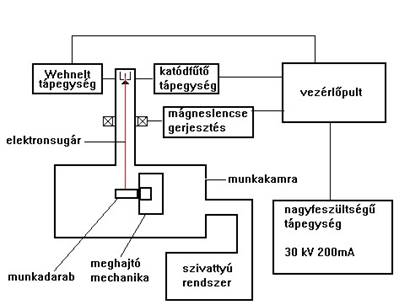
Az elektronágyú a triódán kívül
egy blendét és két — egymás mellett lévő mágnes lencsét tartalmazott, melyek a
munkadarabra fókuszálták az elektronsugarat.
(A további berendezésekbe már
csak egyetlen lencsét építettünk.)
A hegesztés során a sugárnyaláb
áll és a munkadarab mozog.
A teljes rendszer blokksémája:
A spirálkatód — már korábban
említett — rövid élettartamának a másik oka a hegesztő hosszabb használata
során derült ki. Ennek a mechanizmusa a következő: az elektronsugár és anyag
találkozási pontján, az anyag megolvad és párolog, az elpárolgott anyag egy
része ionizálódik. Az ionok a sugárban potenciálcsapdába kerülnek, és csak két
irányba mozdulhatnak el, vagy a kiindulási pont, vagy a katód felé. Ez utóbbiak
az anód-katód térben felgyorsulva igen nagy energiával csapódnak be a katódba
és azt porlasztják. Ez az az effektus mely percekre
rövidítette a spirál élettartamát.
A rúdkatódnál melynek átmérője
A KFKI Reaktor főosztályán, Fóti
Ernő csoportjában dolgozó HIKI-sek (Szücs Tibor,
Marosvölgyi Katalin, Lontai József, Vágó György) és a
csoportvezető közt feloldhatatlan ellentét lépett fel, ami a csoport feloszlását
eredményezte.
A HIKI dolgozóit helyileg a
Fogarasi úti telephelyre helyezték, és szervezetileg a Wollitzer
György által vezetett főosztályra került a csoport, minden technikai feltétel
nélkül. Itt először a technikai feltételeket (pl.: vákuumrendszer) kellet biztosítani.
Az osztállyá szervezett csoport
több elektronsugaras hegesztő berendezést fejlesztett és gyártott.
Az első mindjárt két példányban
készült:
ESH-66 nevet kapta.
Egyik a HIKI-ben maradt és ipari igényeket elégített
ki, Lontai József kollegám dolgozott
vele, a másik példány az MMG-be
került.
Kiemelendő a KAEV részére
kifejlesztett mikrovetélő sorozat hegesztő
berendezés, melyet Habib Naderi
tervezett.
A fejlesztés további állomása
volt, mikor néhány cég nagyobb teljesítményű (15 kW-os) hegesztő berendezést
vásárolt. Így például
a MEV gyöngyösi gyáregysége, a Csepel Autógyár ahol a
sebességváltó fogaskerekeit hegesztették a tengelyekre.
A rendszerváltást követő ipari
visszaesés a téma megszűnését jelentette.