
7 - Hand soldering and assembly rework
7.4 - Lead-free hand soldering
Appearance of lead-free solder joints
One of the first things we notice when soldering with lead-free solder, is a dull
appearance on the surface. Actually, industry standards have allowed a matte surface for years. However, a matte surface is not common. Many times it was the result of a slow cool down involving large mass parts or thick multi-layer boards or even high temperature solder. Lead-free alloys often go beyond dull and surface appearance may actually be grainy. Inspectors will have to adapt their thinking away from smooth, bright and shiny and realize that rejecting a grainy lead-free joint could be just as bad as accepting a defect.
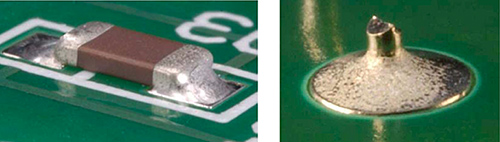
Lead-free solders wet a little slower than Sn63/Pb37 alloys using the same activation levels for the fluxes. The contact angles are slightly larger and feathering out of the solder is therefore less pronounced. The solder joints tend to be less reflective than 63/37 solder. Some re-training is required prior to a full transition to lead-free is done.
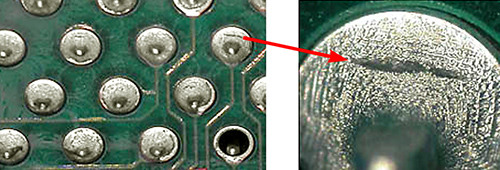
In some cases certain shrinkage effects as described in Section 5 of the IPC-STD-610D occur. The IPC-610 classifies these as soldering anomalies and not necessarily defects. It is not a defect for Class 1, 2 and 3 if the tear bottom is visible and the shrink hole does not contact the lead, land or barrel wall.
Temperature for lead-free hand soldering
The temperature of the tip or contact temperature is very important to ease the lead-free hand-soldering operation. When using Sn63/Pb37 solders temperatures as low as 340 °C have been used but with lead-free 370-425 °C is best. The higher temperature does compensate for the slower wetting exhibited with these lead-free alloys.
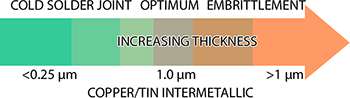
Above 425 °C issues of board and component damage may arise; at lower temperatures cold solder joints and flagging are the normal complaints. Higher temperatures and longer contacts with the parts to be soldered may also increase the intermetallic layer. So avoiding prolonged contact and repeated rework is not recommended. The risk of de-wetting also increases with higher temperatures.
Tip life
Tip life will be reduced with lead-free solders and it is important to choose tips really designed for lead-free soldering. Many tips are only tinned with lead-free solder and the iron plating is no different than traditional soldering tips. High tin solders like to dissolve iron and this reduces tip life. Some assemblers have reported important reductions in tip-life for example a manufacturer reported that with Sn63/Pb37 the tips lasted 3 months with lead-free the tip-life was only three weeks. Not all soldering tips are equal when comparing dissolution rates so choosing tips carefully and asking for more compatibility information is a good practice.

| Previous | Next |