
3 - Solder paste stencil printing
3.3 - Troubleshooting stencil printing failures
Effect of paste deposition on the yield of the assembly line
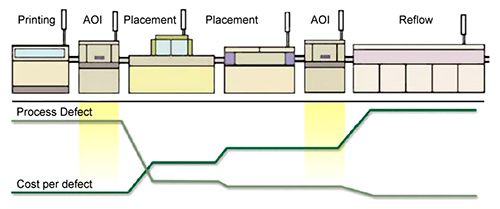
In the surface mount assembly, the stencil-printing method is used to deposit the solder paste onto the printed circuit boards (PCBs). The need for higher pin count, higher performance, smaller size, and lighter weight has driven the development of fine pitch and ultra-fine stencil-printing applications. Many surface mount assembly manufacturers encounter significant trouble-shooting time associated with problems of solder-paste printing quality, and this can be as high as 40% of production time. The stencil-printing stage is the most critical step of the surface mount assembly process. Industry reports have shown that about 60% of soldering defects for the end products are related to the solder-paste printing. The earlier a defect is detected in the assembly process, the less expensive are the fixing costs required to compensate for it. Repair and rework costs vary. However, usually, a 5 to 10-fold increase in cost occurs after each successive production step. Accordingly, the quality of solder-paste printing is one of the key factors by which a manufacturing firm can gain a competitive edge. The objective of a stencil-printing process is to transfer the solder paste into the stencil aperture by the action of squeegee, leaving a desired amount of solder paste on the pads of the substrate. The deposited height, area, and volume are the determinant factors of printing quality.
Flow behaviour of solder pastes
To understand printing failures correctly and to eliminate them effectively, the non-Newtonian nature of the solder paste should be taken into consideration. A non-Newtonian fluid is a fluid that does not follow Newton's Law of Viscosity. Most commonly, the viscosity of non-Newtonian fluids is dependent on shear rate or even on shear rate history. In a Newtonian fluid, the relation between the shear stress and the shear rate is linear, passing through the origin, the constant of proportionality being the coefficient of viscosity. In a non-Newtonian fluid, the relation between the shear stress and the shear rate is different. Therefore, a constant coefficient of viscosity cannot be defined.
where is the shear stress, is the flow consistency index (Pa·sn), /is the shear rate or the velocity gradient perpendicular to the plane of shear (s−1), is the flow behavior index (dimensionless, and for Newtonian fluids).
Types of non-Newtonian fluid behaviours are the following: dilatant, pseudoplastic, Bingham plastic and Bingham pseudoplastic.

Solder pastes are pseudoplastic fluids with thixotropic (time-dependent viscosity) nature. To describe their apparent viscosity as a function of shear rate, the Cross model is used generally:
where is the shear rate, and are the viscosity at zero and infinite shear rates, and is the flow consistency index (time-constant) ,and is the flow behaviour index (power-law index).
Printing failures
Solder paste bleeding under the stencil
The paste bleeding under the stencil can lead to solder bridging after soldering, which cause electrical short between two or more adjacent component leads. The bleeding can be prevented by increasing the frequency of under stencil cleaning, and gasketing (gap between the board and the stencil) should be zero. The proper settings for board height, board support and print pressure should be checked as well.
The paste bleeding under the stencil can lead to solder bridging after soldering, which cause electrical short between two or more adjacent component leads. The bleeding can be prevented by increasing the frequency of under stencil cleaning, and gasketing (gap between the board and the stencil) should be zero. The proper settings for board height, board support and print pressure should be checked as well.
 |
|
Solder paste blocks apertures
If apertures are blocked by the solder paste, incomplete paste transfer can occur, which can lead to open joints after soldering. The corrective actions can be the followings:
If apertures are blocked by the solder paste, incomplete paste transfer can occur, which can lead to open joints after soldering. The corrective actions can be the followings:
 |
|
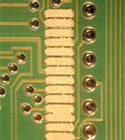
Incomplete transfer of paste from stencil onto pads
Incomplete paste transfer onto the board can lead to open joints (i.e. there is no joint between the board and the component lead). In the case of this failure, the mass of paste on stencil, the cleanliness of apertures, the printing speed (proper rolling of paste during printing) and paste abandon time should be checked.
Incomplete paste transfer onto the board can lead to open joints (i.e. there is no joint between the board and the component lead). In the case of this failure, the mass of paste on stencil, the cleanliness of apertures, the printing speed (proper rolling of paste during printing) and paste abandon time should be checked.
 |
|
Too much paste has been deposited onto board
When too much paste is transferred onto the board (which can lead to bridging) the squeegee pressure should be increased, and gasketing, board support and stencil thickness should be checked.
When too much paste is transferred onto the board (which can lead to bridging) the squeegee pressure should be increased, and gasketing, board support and stencil thickness should be checked.
 |
|
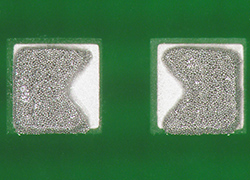
Poor print definition “Dog-ears”
Poor print definition can be prevented by increasing printing speed. Stencil separation speed, tackiness of paste and board support should be checked as well to prevent this failure.
Poor print definition can be prevented by increasing printing speed. Stencil separation speed, tackiness of paste and board support should be checked as well to prevent this failure.
 |
|
Paste scooping – concave profile
Paste scooping (which can lead to open joints) usually caused by too high squeegee pressure. Although the edge of the printing blade and board support should be checked also.
Paste scooping (which can lead to open joints) usually caused by too high squeegee pressure. Although the edge of the printing blade and board support should be checked also.
 |
|
Paste bridging and smearing
Paste bridging and smearing can be prevented by reducing squeegee pressure. In addition the gasketing and understencil cleanliness should be checked.
Paste bridging and smearing can be prevented by reducing squeegee pressure. In addition the gasketing and understencil cleanliness should be checked.
 |
|
Paste deposit partially removed after printing
If the deposited paste partially removed during stencil separation, the cleanliness of the board should be checked. Usually board contamination is the cause of this failure.
If the deposited paste partially removed during stencil separation, the cleanliness of the board should be checked. Usually board contamination is the cause of this failure.
 |
|
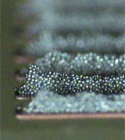
Paste has slumped after printing process has been completed
The slumping of paste usually caused by improper ambient conditions, by excessive heat or moisture. The paste abandon time on stencil and after printing should be checked and controlled.
The slumping of paste usually caused by improper ambient conditions, by excessive heat or moisture. The paste abandon time on stencil and after printing should be checked and controlled.
 |
|
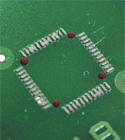
Ideal printing
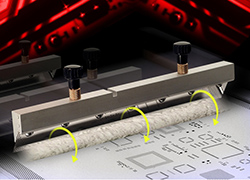
The ideal printing conditions are the followings: the paste is rolling on the stencil; the squeegee moves smoothly, applying even pressure along the full length of blades; the squeegee cleans the stencil, i.e. no paste remains after printing on stencil at the printing area. The ideally deposited paste has sharp and definite edges, and its shape follows the outline of the stencil aperture.
The ideal printing conditions are the followings: the paste is rolling on the stencil; the squeegee moves smoothly, applying even pressure along the full length of blades; the squeegee cleans the stencil, i.e. no paste remains after printing on stencil at the printing area. The ideally deposited paste has sharp and definite edges, and its shape follows the outline of the stencil aperture.
 |
 |
| Previous | Next |